
ПРОИЗВОДСТВЕННОЕОБЪЕДИНЕНИЕ


Электромеханический трубогиб ТГМ-1см
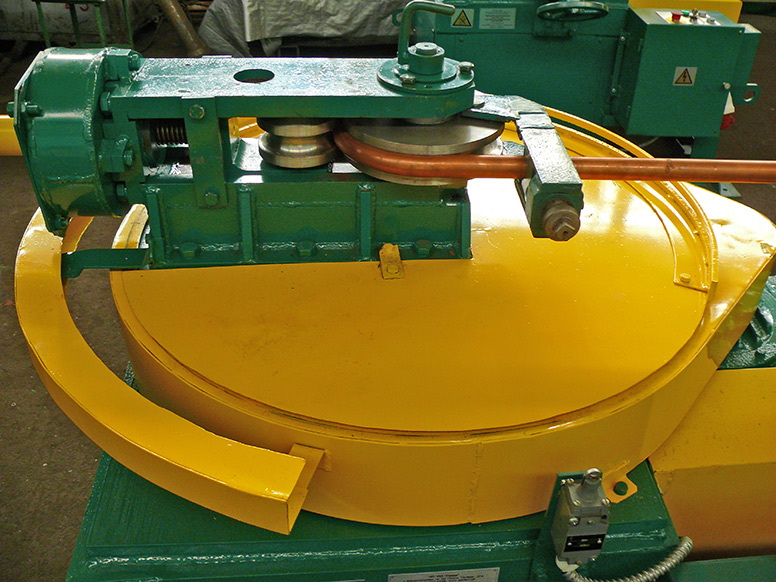
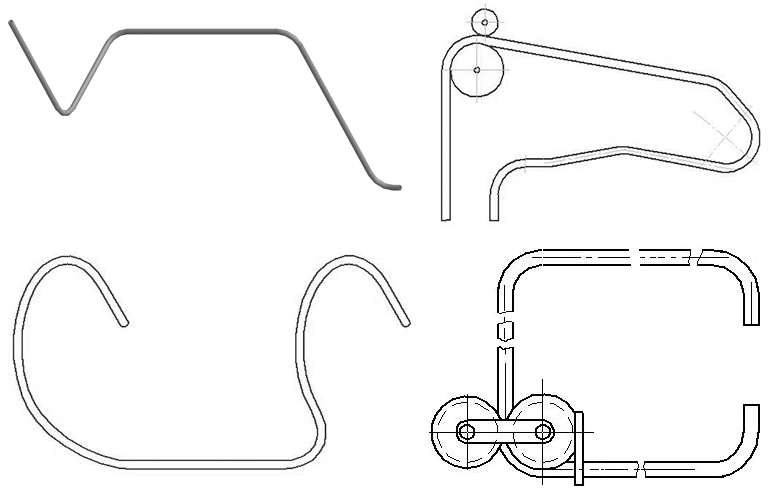
Пример технологии гиба - полотенцесушитель
Пример технологии гиба - скоба из прутка
Пример технологии гиба трубы
{kind=link}
Пример технологии гиба - скоба из прутка
{kind=link}
Пример технологии гиба трубы
{kind=link}
Трубогиб ТГМ-1см комплектуется системой крепления, подачи и поворота заготовки вокруг оси (из плоскости гиба) до 360°. Возможности станка соответствуют автоматическим системам, отличаясь ручной подачей заготовки, что исключает перенастройку системы при переходе на другую операцию. Точность получаемых деталей по отклонениям линейных размеров не более 1мм, по углу гиба - не более 1°.
Технические характеристики трубогиба ТГМ-1см
| Характеристики трубогиба | ТГМ -1см |
| Наружный диаметр изгибаемых труб, мм | 21,3 ... 76 * |
| Внутренний радиус гиба, мм | 50...210 |
| Максимальный угол изгиба, град. | 180 |
| Габаритные размеры, мм, не более: длина | 1180+70 |
| ширина | 1075+30 |
| высота | 1280+50 |
| Масса, кг, не более | 950 |
| Установленная мощность, кВт | 5,5 |
Сгиб медной трубы 22х1,5 мм

Сгиб медной трубы 28х1,5 мм

Сгиб медной трубы 35х1,5 мм

Сгиб медной трубы 42х1,5 мм

Сгиб медной трубы 54х1,5 мм
Назначение и принцип работы калибровочного узла
Калибровочный узел предназначен для кругового выравнивания геометрических размеров трубной заготовки, полученных в результате процесса сгибания.
Калибровочный узел установлен на поворотной траверсе, закрепляется на оси. Калибровочный ролик устанавливается на эксцентриковой оси для возможности подвода ролика к трубной заготовке без зазора и создания необходимого усилия для калибрования.
Принцип работы калибровочного узла следующий:
Через зажим ровного участка трубы заводят трубную заготовку между калибром 2, на необходимую величину для сгиба, предварительно, ручкой 9 выводят винт зажимного устройства в крайнее положение, тем самым освобождают максимальное проходное сечение между калибром и калибровочным роликом, для свободного прохождения трубы. Затем откручивая стопорный винт 9, освобождают звездочку 8 и вращая ручку 7, вводят калибровочный ролик 4, через эксцентричную ось на минимальный зазор между трубой. Вращая ручку винта зажимного устройства до упора вперед, при этом происходит прижимание калибровочного ролика к трубе. Вращая винтом 9, устанавливают зазор 1-1,5мм между калибровочным и гибочным роликом, установленном на оси 7. Вращением винта 9 фиксируют установленный зазор. Узел подготовлен к началу сгиба. Нажатием кнопки Вперед и удерживая ее, производят сгиб до заданного угла поворота. Вращая винт 9 зажимного устройства, выводят винт до упора, откручивают стопорный винт 9. Вращая ручку 12, вкручивают винт до упора. Калибровочный узел готов к калиброванию. Нажатием на кнопку назад и удерживая ее производят калибрование трубы, траверса трубогибочного механизма с калибровочным узлом возвращается в исходное состояние. Вращая ручку, ввинчивают винт до упора, откручивают винт 9, отводят калибровочный ролик, освобождая трубную заготовку. Откручивают зажим ровного участка трубы и вынимают заготовку. Цикл сгибания и калибрования закончен.
Если, визуально, трубная заготовка, по каким, либо причинам, не в полную меру откалибрована, процесс калибрования можно повторить, с теми же циклами, не освобождая из зажима ровного участка трубы, трубную заготовку
Калибровочный узел установлен на поворотной траверсе, закрепляется на оси. Калибровочный ролик устанавливается на эксцентриковой оси для возможности подвода ролика к трубной заготовке без зазора и создания необходимого усилия для калибрования.
Принцип работы калибровочного узла следующий:
Через зажим ровного участка трубы заводят трубную заготовку между калибром 2, на необходимую величину для сгиба, предварительно, ручкой 9 выводят винт зажимного устройства в крайнее положение, тем самым освобождают максимальное проходное сечение между калибром и калибровочным роликом, для свободного прохождения трубы. Затем откручивая стопорный винт 9, освобождают звездочку 8 и вращая ручку 7, вводят калибровочный ролик 4, через эксцентричную ось на минимальный зазор между трубой. Вращая ручку винта зажимного устройства до упора вперед, при этом происходит прижимание калибровочного ролика к трубе. Вращая винтом 9, устанавливают зазор 1-1,5мм между калибровочным и гибочным роликом, установленном на оси 7. Вращением винта 9 фиксируют установленный зазор. Узел подготовлен к началу сгиба. Нажатием кнопки Вперед и удерживая ее, производят сгиб до заданного угла поворота. Вращая винт 9 зажимного устройства, выводят винт до упора, откручивают стопорный винт 9. Вращая ручку 12, вкручивают винт до упора. Калибровочный узел готов к калиброванию. Нажатием на кнопку назад и удерживая ее производят калибрование трубы, траверса трубогибочного механизма с калибровочным узлом возвращается в исходное состояние. Вращая ручку, ввинчивают винт до упора, откручивают винт 9, отводят калибровочный ролик, освобождая трубную заготовку. Откручивают зажим ровного участка трубы и вынимают заготовку. Цикл сгибания и калибрования закончен.
Если, визуально, трубная заготовка, по каким, либо причинам, не в полную меру откалибрована, процесс калибрования можно повторить, с теми же циклами, не освобождая из зажима ровного участка трубы, трубную заготовку
Процесс калибрования, с применением калибровочного узла, позволяет получить трубную заготовку, внутреннее сечение, которой, отвечает всем требованиям нормативно технической документации к геометрическим параметрам, площади проходного сечения в процентном отношении, необходимым для прохождения паро – водо – газо - воздушных сред соответствующих физических параметров: давления, температуры, скорости течения и т.д., за счет не изменения прочностных параметров трубы, не изменения толщины стенки, за счет максимального приближения деформационных изменений геометрических размеров трубной заготовки, как внешней так и внутренней стенок, к диаметральному параметру трубы, с отсутствием трещин, сколов, гофр и т.д.
Процесс калибрования производят в холодном состоянии и без наполнителей, при необходимости, трубогибочный механизм позволяет произвести калибрования с подогревом или наполнителем с соблюдением соответствующих норм, не превышающих технические характеристики станка.
Внимание! Учитывая, что завод изготовитель оставляет за собой право на изменение отдельных узлов и агрегатов, работая над усовершенствованием и принимая на вооружение новшества в технической разработке, конструкция калибровочного узла, может иметь иной вид, но принцип работы остается прежний.
.